加工事例
超精密成形の一例
JGMA 0級インサート歯車
用途:OA関係の歯車
材料:POM、エラストマー
金型取数:4ヶ
開発理由:静音化
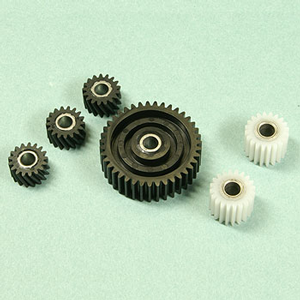
JGMA 0級インサート歯車
コメント:OA関係の製品の静音化のため、内径インサート歯車の検討をされていました。歯 車は軸と歯の同軸が命です。インサートをするということは、内径金具と金型の 間に隙間がないと成立いたしません。(金具が金型に入らない隙間があるという ことは、金具と歯車の同軸が狂うということになり、JGMA 0級は、実現不可能と いうジレンマがあります)弊社では、新成形方法を開発し(特許)インサート モールドでも精度を維持した歯車を実現いたしました。
極小モジュール歯車
用途:携帯電話関係歯車
材料:PEEK
金型取数:1ヶ
開発理由:新規開発
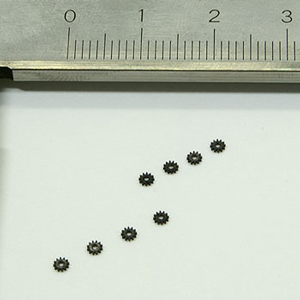
極小モジュール歯車
コメント:携帯電話関係にて、極小モジュール歯車を検討されていました。歯が小さく、トルクが掛かるため、通常のエンジニアプラスチックでは対応できません。 そこで、スーパーエンジニアプラスチック(以後、スーパーエンプラ)では、20年の歴史を持つ弊社ならではの知識を活かし、使用目的、使用雰囲気など様々な視点から材料を選定し提案させていただきました。 非常に小さな部品のため、ゲートやエジェクターの方法にはノウハウが必要とされています。

極小ネジ
用途:不明
材料:PEEK、その他
金型取数:1ヶ
開発理由:静音化
極小ネジ
コメント:非常に小さいネジを金属から代替をしたいという要求により製作いたしました。ネジが非常に小さいため、ネジ山の強度が通常のプラスチックでは対応できません。そこで、PEEKやその他のスーパーエンプラで製作をいたしました。

内径Φ0.5 / 長さ72mmパイプ
用途:医療試作
材料: PES
金型取数:1ヶ
開発理由:新規開発
内径Φ0.5 / 長さ72mmパイプ
コメント:内径 0.5mm、長さ 72mmの透明なパイプの口元に漏斗形状が必要であり、加えて反対側の口元はバリが不可であるため、押し出し成形しカットする工法は不可能でした。 何とかならないかというご相談をいただき、射出成形でチャレンジさせていただきました。 射出圧力は、非常に高いためΦ0.5のピンが成形中に、まっすぐ立っておることは極めて困難であり、しかも長さ72mmであることから、不可能に近い成形でした。 何度も行った試行錯誤の甲斐があって、ようやく満足いく精度の成形品が完成いたしました。

内外径の振れ公差0.005の樹脂軸受け
用途:OA関係の軸受け
材料:POM
金型取数:4ヶ
開発理由:新規開発
内外径の振れ公差0.005の樹脂軸受け
コメント:開発当初、お客様がスペックを満足させるために切削で作製し、その後湿式の研磨加工で生産されていましたが、満足いくスペックがでず苦慮されていました。 そこで 弊社にご相談いただき、射出成形での提案をいたしました。 結晶性樹脂の特性として、成形直後から始まる後収縮というものがあり、製品の特性上、後収縮があると使用ができなくなります。 そこで、お客様と弊社にて、同じ機械差の専用測定機を製作し、成形後1ヶ月、3ヶ月、6ヶ月、1年と計時変化を観察し、寸法に変化がないことを確認してから、量産スタートとなりました。 工程能力を考えて、量産中は2μから3μで、月産4ヶ取にて、最大生産数300,000ヶで対応しています。

厚肉軸受け / 同軸度公差0.01
用途:OA関係の軸受け
材料:POM
金型取数:1ヶ
開発理由:切削品からの置き換え(品質向上)
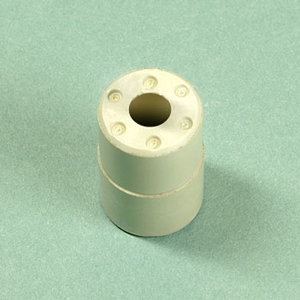
厚肉軸受け / 同軸度公差 0.01
コメント:開発当初、お客様がスペックを満足させるために切削で量産していましたが、時間とコストがかかり、さらには品質にも問題がありました。そこで、弊社にご相談いただき、射出成形での提案をさせていただきました。 成形品は、肉厚が大きいと「ヒケ」という成形不良が発生し、寸法精度以前の問題となります。また、当然ながら同軸度 0.01以内の成形は非常に難しい成形になります。 弊社では、これらすべての問題をクリアし量産を実現いたしました。
樹脂軸受け / 真円度0.002、外径公差幅 0.008
用途:OA関係の軸受け
材料:液晶ポリマー
金型取数:4ヶ
開発理由:新規開発(試作)
樹脂軸受け / 真円度0.002、外径公差幅 0.008
コメント:真円度0.002 や外径公差幅 0.008の高スペックのため成形に苦慮されていました。 そこで、弊社では独自の成形方法をご提案させていただき、機能とスペックの両方の条件クリアし満足いく成形品を実現いたしました。

様々なスーパーエンプラ部品
用途:多種多様
材料:PEEK、PI、PAI、PBI 等
金型取数:-
開発理由:-
様々なスーパーエンプラ部品
コメント:日栄のスーパーエンプラ成形技術は、20年ほどの実績があり多種多様の製作に取り組んでおり、特に成形方法が困難であるPEEK PI PAI(トーロン)PBI(セラゾール)といったスーパーエンプラの精密成形品を数多く生産しております。 成形品は、ベアリングリテーナーやトロコイドポンプ、クリーンルーム内で使用されているマテハン部品や吸盤強度、耐熱、摺動性が必要である部品に採用されています。 金属代替が可能であるため、今後、環境を配慮した様々な機器への採用が期待されています。
